Products
Mold - Special inner shape
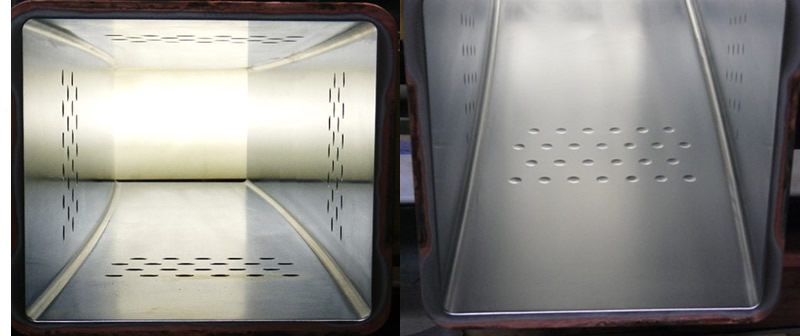
Dimple
Importance of dimple machining
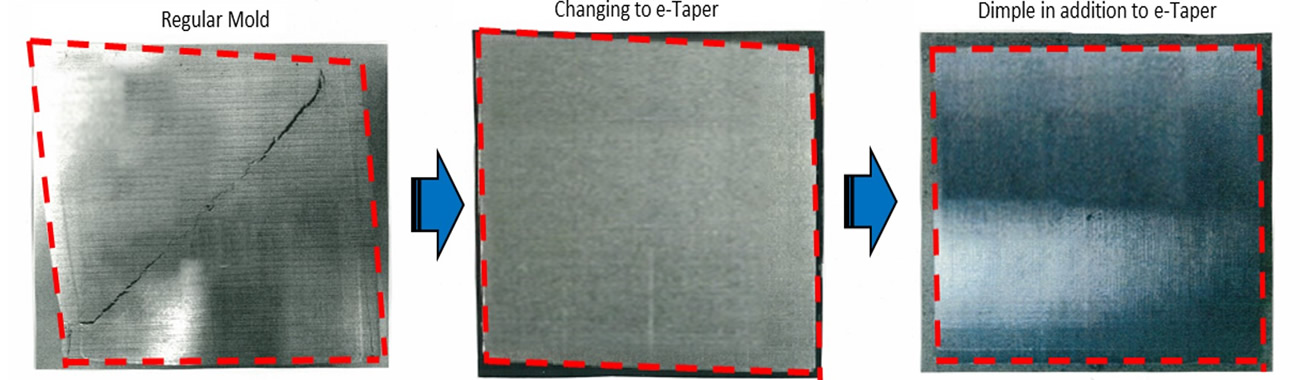
In the process of solidifying billets in the mold, it is important to form a solidified shell of even thickness immediately after the start of solidification.
If a shell of even thickness cannot be formed, the shell will be strained into a rhomboidal shapes as the solidification progresses, which will have a great adverse effect on the after process.
The shell thickness becomes uneven immediately after the start of solidification because the cooling speed immediately after the start of solidification is extremely fast.
Therefore, by arranging appropriate dimples (dents) at this position where solidification starts and controlling the cooling speed, a shell of even thickness can be formed.
Improvement case
Machining
Importance of fin machining
If the quality of the mold cooling water is poor, scales such as Ca in the cooling water will adhere to the outer surface of the mold, and the heat removal performance of the mold will be significantly decreased. Deterioration of heat removal performance of the mold causes thermal deformation of the mold, operational troubles, and decrease of billet quality.
If it is difficult to improve the water quality, by applying fin machining to the outer surface of the mold can make the flow of cooling water turbulent and that can reduce scale adhesion on the outer surface of the mold.
